|
Home
|
CRUDGINGTON MACHINE TOOLS INC.
A DAVENPORT INDUSTRIES L.L.C. COMPANY
| HOME | CMT830 | SPECIFICATIONS | SAMPLES |
|
|
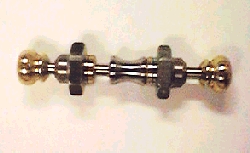
The assembly of parts shown above was being produced at the IMTS show in Chicago, september 1998. What is so unique about this assembly is that it was all made on one machine at the same time. The CMT830 had each spindle loaded with different bar ranging from .75 Dia. brass to 1.0" Dia hex stainless steel. During production each tool was cutting a particular part, after indexing, each tool would cut the next part in the sequence. After each index a different part would be cutoff, therefore after 8 indexes a complete set of parts would be ready for assembly. The assembly consists of (1) Male stainless steel Guide (1) Female stainless steel Guide (2) Brass End Caps (2) Brass Guide Screws (2) Stainless steel hex Nuts |
| ||||||||
|
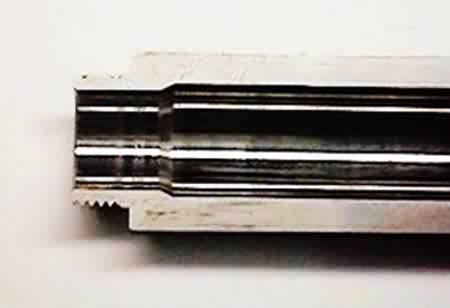
The part above is finished complete from 1.000" Dia. 12L14 at 2100 RPM in 12 seconds. The tricky part of it though is the last full thread has to be less than 0.080" from the shoulder. To compound the problem, the thread is produced toward the spindle (Single point threaded) in order to finish both I.D.'s. So, what normally would be the last thread, from a manufacturing standpoint, is the first thread. The CMT830 is able to accelerate fast enough to be generating a full thread in less than one revolution, and is accurate enough to pick up on that same thread at exactly the same point every pass. |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}